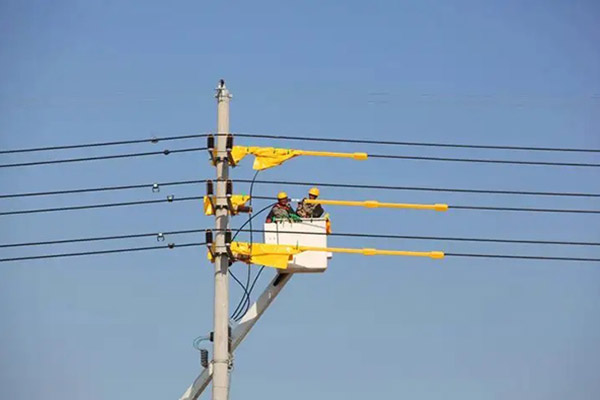
The संचरण लाइन कनेक्शन बिंदु इनलाइन ऑपरेशन का एक प्रमुख कमजोर बिंदु है. ऑपरेशन के दौरान अक्सर गर्मी जलती रहती है, इस प्रकार बिजली कटौती का कारण बनता है. तार कनेक्शन बिंदु हीटिंग समस्या का विश्लेषण, और उचित निवारक उपायों को समय पर अपनाना, प्रभावी रूप से तार कनेक्शन बिंदु को ओवरहीटिंग से बचाएगा. इससे दुर्घटनावश तार कनेक्शन बिंदु जल जाता है. तार कनेक्शन बिंदु के गर्म होने के कारणों का विश्लेषण करें, और उच्च-वोल्टेज लाइनों के तापमान में वृद्धि के सैद्धांतिक आधार को समझें. एक ही समय पर, कनेक्शन बिंदु हीटिंग समस्या से निपटने के लिए रोकथाम और समाधान उपायों में महारत हासिल करना, लाइन के सुरक्षित और विश्वसनीय संचालन को सुनिश्चित करने के लिए व्यावहारिक महत्व है.
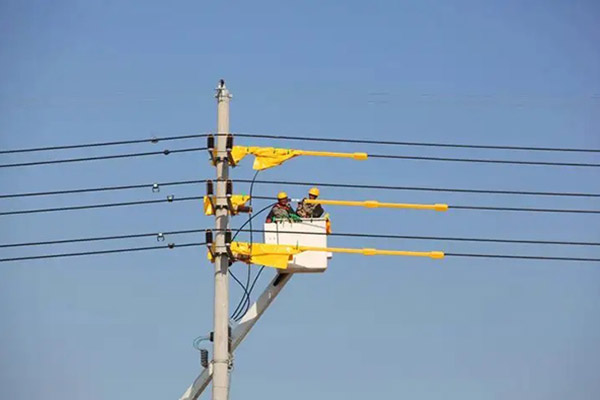
स्थिति एक: ऑपरेशन के दौरान हवा में तार के कंपन से उपकरण का बोल्ट ढीला हो जाता है और तापमान में भारी वृद्धि होती है.
स्थिति दो: लाइन निर्माण प्रक्रिया के कारण, तनाव-प्रतिरोधी लाइन क्लिप बोल्ट टॉर्क की स्थापना पर्याप्त नहीं है और कनेक्टिंग भागों की संपर्क सतह तंग नहीं है, जिसके परिणामस्वरूप उपकरण क्लिप का संपर्क प्रतिरोध बढ़ जाता है, ताप उत्पन्न करने वाली घटना.
स्थिति तीन: का उच्च-भार संचालन उच्च-वोल्टेज ट्रांसमिशन लाइनें, ऑपरेशन की लंबी अवधि के बाद, भागों को जोड़ने के परिणामस्वरूप (लाइन क्लिप जोड़ों सहित, जोड़ों को सिकोड़ना, वगैरह।) तापमान इसके सामान्य ऑपरेटिंग तापमान से काफी अधिक है.
ए. तनाव-प्रतिरोधी टॉवर के कंडक्टर प्रवाहकीय हीटिंग का विशिष्ट रूप
1. कंडक्टर डायवर्जन हीटिंग पार्ट्स
टेंशन टॉवर तार डायवर्जन हीटिंग भागों के साथ ट्रांसमिशन लाइनें आमतौर पर होती हैं: डायवर्जन और ट्रेंच क्लैंप को जोड़ना, तनाव लाइन क्लैंप से जुड़े बोल्ट का उपयोग करना, तनाव रेखा शरीर का ताप.
2. दोष निर्णय विधि
के अनुसार “संचालित उपकरणों के लिए इन्फ्रारेड डायग्नोस्टिक तकनीकों के लिए आवेदन दिशानिर्देश” (डीएल/टी664-2016), निर्णय विधियों को छह मुख्य प्रकारों में विभाजित किया गया है.
Ⅰ सतह तापमान निर्णय विधि.
Ⅱ सापेक्ष तापमान अंतर निर्णय विधि.
Ⅲ समान तुलना निर्णय पद्धति.
Ⅳ समान तुलना निर्णय विधि.
Ⅴ व्यापक विश्लेषण निर्णय विधि.
Ⅵ वास्तविक समय विश्लेषण और निर्णय पद्धति.
3. सापेक्ष तापमान अंतर निर्णय विधि
वर्तमान हीटिंग उपकरण के लिए, यदि उपकरण के इनफ्लो भाग की तापीय स्थिति असामान्य पाई जाती है, के सही संचालन के अनुसार तापमान को सटीक रूप से मापा जाना चाहिए इन्फ्रारेड थर्मामीटर, और उपकरण दोष की प्रकृति निर्धारित करने के लिए सापेक्ष तापमान अंतर मान की गणना की जानी चाहिए.
सापेक्ष तापमान अंतर: दो संगत माप बिंदुओं के बीच तापमान का अंतर और गर्म बिंदु के तापमान वृद्धि का प्रतिशत.
जब हॉट स्पॉट का तापमान वृद्धि मान 10K से कम हो, तालिका के प्रावधानों के अनुसार उपकरण दोषों की प्रकृति का निर्धारण करना उचित नहीं है 1. छोटी लोड दर के लिए, तापमान में वृद्धि कम है लेकिन उपकरणों के बीच सापेक्ष तापमान में अंतर है. यदि लोड दर को बदलने की स्थितियाँ हैं, उपकरण दोषों की प्रकृति निर्धारित करने के लिए पुन: परीक्षण के बाद लोड करंट को बढ़ाया जा सकता है. जब इस प्रकार पुनः परीक्षण संभव न हो, सामान्य दोष के रूप में अनंतिम रूप से सेट किया जा सकता है, और मॉनिटरिंग पर ध्यान दें.
4. इन्फ्रारेड थर्मामीटर तापमान माप उदाहरण
इन्फ्रारेड थर्मामीटर क्रोमैटोग्राफिक इमेजिंग का उपयोग दोषपूर्ण भागों के मोड़ और संबंधित तापमान में स्पष्ट रूप से देखा जा सकता है. का उच्चतम परीक्षण तापमान गर्मी प्रतिरोधी तार क्लैंप के कुछ हिस्से 127 ℃, का सामान्य संगत बिंदु तापमान 38 ℃, पर्यावरण संदर्भ शरीर का तापमान 30 ℃, और सापेक्ष तापमान अंतर 91.7%, एक प्रमुख दोष है.
बी. डायवर्जन लाइन हीटिंग विश्लेषण का मुख्य कारण
1. डायवर्जन कनेक्टर के खराब कनेक्शन का कारण
इस बात को ध्यान में रखते हुए कि डायवर्जन हीटिंग दोष आम तौर पर केवल एक चरण के तनाव-प्रतिरोधी डायवर्जन में होता है, ऐसी स्थिति में अन्य दो चरण सामने नहीं आए. इसलिए, बड़े भार के तहत काम करने वाली लाइन केवल खराबी की घटना को तेज करती है और हीटिंग का मुख्य कारण नहीं है. 220kVxxx लाइन के विश्लेषण के माध्यम से 51# पोल सी चरण हीटिंग भागों में पाया गया कि समानांतर ट्रेंच लाइन क्लिप बोल्ट के मोड़ के इस खंड में दोष ढीला है. ढीले बोल्ट तार की सतह के साथ खराब संपर्क के साथ तार क्लिप को ट्रेंचिंग की ओर ले जाते हैं, जैसे-जैसे लोड बढ़ता है, तापमान में तेज वृद्धि होती है और वायर क्लिप दोषों का एक दुष्चक्र पैदा होता है, जो और भी बदतर हो जाता है. अन्य ताप उत्पन्न करने वाले उपकरणों के निरीक्षण में पाया गया कि ताप के विचलन के मुख्य कारण से कनेक्शन खराब तरीके से जुड़ा हुआ है.
इसका मुख्य कारण डायवर्जन कनेक्टर का खराब कनेक्शन है: तारों और फिक्स्चर का गंभीर ऑक्सीकरण, यांत्रिक बलों की भूमिका, निर्माण तकनीक सख्त नहीं हैं, वसंत बुढ़ापा 4, इसकी विशिष्ट परिस्थितियाँ इस प्रकार हैं.
(1) लाइन बहुत लंबी चलती है, बारिश के कारण, बर्फ, कोहरा, हानिकारक गैसें और एसिड, क्षार, नमक, और अन्य संक्षारक धूल प्रदूषण और क्षरण, जिसके परिणामस्वरूप सोने की स्थिरता के कनेक्शन का ऑक्सीकरण हो गया, वगैरह.
(2) डायवर्जन लाइन स्वयं तनाव के अधीन नहीं है, हवा या कंपन जैसे यांत्रिक बलों की कार्रवाई के तहत, साथ ही लाइन की आवधिक लोडिंग और परिवेश के तापमान में आवधिक परिवर्तन, ताकि कनेक्शन ढीला हो जाए.
(3) स्थापना निर्माण सख्त नहीं है और प्रक्रिया आवश्यकताओं को पूरा नहीं करता है. जैसे कि कनेक्शन की संपर्क सतह ऑक्सीकरण परत और अन्य गंदगी को साफ नहीं करती है, रखरखाव में, कनेक्शन की स्थापना में स्प्रिंग वॉशर नहीं जोड़े गए हैं, अखरोट कसने की डिग्री पर्याप्त नहीं है, कनेक्शन मुड़ा हुआ नहीं है, वगैरह. कनेक्शन की गुणवत्ता कम हो जाएगी. तार के भीतर कनेक्शन न के बराबर होने से संपर्क क्षेत्र का व्यास कम हो जाता है.
(4) दीर्घकालिक संचालन, वसंत की उम्र बढ़ने के कारण, कनेक्शन को सुस्त कनेक्शन भी बना देगा, जिसके परिणामस्वरूप गर्मी होती है.
2. तनाव-प्रतिरोधी टावरों का मुख्य तंत्र लीड वायर हीटिंग है
तनाव-प्रतिरोधी टावर की लीड लाइन हीटिंग एक करंट पैदा करने वाला थर्मल प्रभाव दोष है. जब धारा प्रवाहित करने वाला कंडक्टर चालू हो, कुछ प्रतिरोध के अस्तित्व के कारण, विद्युत ऊर्जा हानि का एक हिस्सा होना निश्चित है, ताकि धारा प्रवाहित करने वाले कंडक्टर का तापमान बढ़ जाए. परिणामी ऊष्मा शक्ति P = Kf I2 R है जहाँ P ऊष्मा शक्ति है (डब्ल्यू). मैं वर्तमान ताकत हूं (ए). आर वर्तमान-वाहक कंडक्टर का डीसी प्रतिरोध है (ओह). Kf अतिरिक्त हानि गुणांक है, यह दर्शाता है कि एसी सर्किट और त्वचा प्रभाव और निकटता प्रभाव में जब प्रतिरोध गुणांक बढ़ जाता है.
(1) संपर्क प्रतिरोध का आकार और तापमान के बीच संबंध, और संपर्क प्रतिरोध Rj का आकार अनुभवजन्य सूत्र Rj = द्वारा व्यक्त किया जा सकता है (के / एफ.एन) × 10-3 FORMULA, एफ संपर्क दबाव है (किग्रा). k संपर्क सामग्री और संपर्क सतह आकार से संबंधित गुणांक है, के बीच लिया गया 0.07-0.1. n सूचकांक के संपर्क प्रपत्र पर निर्भर है (0.5–0.75 में). 0.75).
(2) संपर्क प्रतिरोध Rj और तापमान Rj = Rjo के बीच संबंध (1 2/3 × ए × टी) सूत्र में, Rjo संपर्क प्रतिरोध मान है (ओह) के तापमान पर 0 डिग्री सेल्सियस. ए संपर्क धातु का प्रतिरोध तापमान गुणांक है (मैं / ℃). टी ऑपरेटिंग तापमान है (℃).
उपरोक्त विश्लेषण के माध्यम से, आदर्श परिस्थितियों में ट्रांसमिशन लाइन में विभिन्न कनेक्शन, संपर्क प्रतिरोध जुड़े हुए तार भागों के प्रतिरोध से कम है, जुड़े भागों में ऊष्मा उत्पादन का नुकसान आसन्न धारा-वाहक कंडक्टर ऊष्मा उत्पादन से अधिक नहीं होगा. केवल तभी जब संपर्क प्रतिरोध असामान्य हो और करंट प्रवाहित हो, यह ताप संबंधी दोष उत्पन्न करेगा. और संपर्क प्रतिरोध तापमान के साथ बदलता रहता है. जब संपर्क भाग का तापमान 70℃ या अधिक तक पहुँच जाता है, धातु ऑक्सीकरण तीव्र होने लगता है, और ऑक्सीकरण पीढ़ी संपर्क प्रतिरोध को और अधिक तेज़ी से बढ़ाती है, यहाँ तक कि एक दुष्चक्र भी पैदा कर रहा है, और संपर्क भाग और अधिक गर्म हो जाएगा, जिसके परिणामस्वरूप बर्नआउट हुआ.
लीड कनेक्शन डिवाइस का तापमान कम करने के लिए, हमें ताप उत्पादन शक्ति को कम करना होगा. ऊष्मा शक्ति के सूत्र के अनुसार, ताप शक्ति को कम करने के लिए धारा की ताकत को कम करने और संपर्क प्रतिरोध को कम करने से प्राप्त किया जा सकता है. वह लाइन जहां करंट विफलता होती है वह एक उच्च लोड लाइन है. इसलिए, मौजूदा ताकत को कम करना आसान नहीं है. एक आसान तरीका वर्तमान ड्रा के समतुल्य प्रतिरोध को कम करना है.
सी. हीटिंग विधि के मोड़ के तनाव प्रतिरोध का समाधान
1. लाइन क्लिप बोल्ट को कसने के लिए इक्विपोटेंशियल ऑपरेशन विधि का उपयोग
लाइन क्लिप बोल्ट को कसने के लिए इक्विपोटेंशियल ऑपरेशन विधि का उपयोग, यह विधि लागू है क्योंकि बोल्ट ढीला है और हृदय दोष के साथ बोल्ट बरकरार है.
2. वायर शंट की स्थापना
वायर शंट की स्थापना, यह विधि बोल्ट बन्धन विधि पर लागू होती है जो दोषों और लीड वायर बॉडी हीटिंग दोषों से नहीं निपट सकती है.
सिद्धांत का विश्लेषण: समानांतर सर्किट शंट के सिद्धांत के साथ संयुक्त तनाव-प्रतिरोधी टॉवर डायवर्जन लाइन हीटिंग के मुख्य तंत्र के अनुसार, एक नई शाखा ले लो (तार शंट) समानांतर में. नई शाखा और तार का संपर्क प्रतिरोध और स्वयं शाखा का प्रतिरोध हीटिंग भाग के संपर्क प्रतिरोध से बहुत छोटा है ताकि इस नई शाखा के माध्यम से अधिकांश लाइन वर्तमान हीटिंग भाग के माध्यम से वर्तमान में कमी को प्राप्त कर सके।, हीटिंग भाग के तापमान को कम करने के लिए.
3. बिजली के साथ तार शंट और स्थापना का उत्पादन
(1) तार शंट संरचना
वायर शंट के पूरे सेट में मुख्य रूप से दो भाग होते हैं, दो-तार कनेक्टर और तार भाग (अवरोधन की वास्तविक आवश्यकता के अनुसार). हीटिंग भाग के लघु कनेक्शन को प्राप्त करने के लिए तार कनेक्टर मुख्य उपकरण है, दो-तार कनेक्टर्स को जोड़ने के लिए तार के एक खंड के माध्यम से.
(2) बिजली के साथ वायर शंट स्थापित करने की निर्माण विधि
पहला, ग्राउंड स्टाफ वायर शंट को असेंबल करता है, टॉवर कर्मचारी इन्सुलेशन स्थानांतरण रस्सी के साथ टॉवर कार्य स्थिति में, अच्छे सुरक्षा उपाय. ट्रांसफरिंग रस्सी के साथ ग्राउंड स्टाफ और फिर टावर ऑपरेटर को इंसुलेटेड ऑपरेटिंग रॉड. ऑपरेटिंग रॉड के साथ, ग्राउंड स्टाफ को ट्रांसफ़रिंग रस्सी से बंधे तार शंट के साथ काम पर खींचा गया (फॉल्ट लाइन क्लैंप के सिरों को मोड़ने के लिए काम करें), सुरक्षा दूरी पर विशेष ध्यान देना चाहिए. टॉवर स्टाफ ऑपरेटिंग रॉड ऑपरेशन का उपयोग करता है, कनेक्टर और डायवर्जन लाइन को ठोस बनाने के लिए ग्राउंड स्टाफ स्क्रू नॉब भागों का उपयोग करें.
4. रखरखाव के बाद वायर शंट स्थापित करने की शक्ति के साथ
बिजली के साथ वायर शंट स्थापित करने से तनाव प्रतिरोध डायवर्जन गर्मी की समस्या जल्दी हल हो सकती है, लेकिन यह एक अस्थायी उपचार पद्धति है. लाइव ऑपरेशन के तहत इंस्टालेशन के परिणामस्वरूप, कर्मचारियों को इंसुलेटेड ऑपरेटिंग रॉड्स का उपयोग करना चाहिए, जो वायर कनेक्टर और लीड वायर के बीच कनेक्शन की जकड़न को कम करता है. ऑपरेशन की लंबी अवधि के बाद, तार कनेक्टर और लीड तार का कनेक्शन भाग ढीला होगा, वायर शंट लीड वायर शंट के लोड करंट के लिए सामान्य नहीं हो सकता है, जिससे हीटिंग वाला हिस्सा फिर से गर्म हो जाएगा. यह अनुशंसा की जाती है कि लाइन को ब्लैकआउट करने का अवसर मिले, हीटिंग भागों का स्थायी उपचार. उन टावरों की निगरानी और अवरक्त तापमान माप को मजबूत करें जहां कंडक्टर शंट स्थापित है, विशेष रूप से लाइन की उच्च लोड स्थिति में.

