ദി ട്രാൻസ്മിഷൻ ലൈൻ ഇൻലൈൻ പ്രവർത്തനത്തിൻ്റെ ഒരു പ്രധാന ദുർബലമായ പോയിൻ്റാണ് കണക്ഷൻ പോയിൻ്റ്. പലപ്പോഴും ചൂട് കത്തുന്ന പ്രവർത്തനത്തിൽ, അങ്ങനെ വൈദ്യുതി മുടക്കം സംഭവിക്കുന്നു. വയർ കണക്ഷൻ പോയിൻ്റ് ചൂടാക്കൽ പ്രശ്നത്തിൻ്റെ വിശകലനം, ഉചിതമായ പ്രതിരോധ നടപടികൾ സമയബന്ധിതമായി സ്വീകരിക്കുക, വയർ കണക്ഷൻ പോയിൻ്റ് അമിതമായി ചൂടാക്കുന്നത് ഫലപ്രദമായി ഒഴിവാക്കും. ഇത് വയർ കണക്ഷൻ പോയിൻ്റ് അപകടത്തിൽ നിന്ന് കത്തുന്നതിന് കാരണമാകുന്നു. വയർ കണക്ഷൻ പോയിൻ്റ് ചൂടാക്കാനുള്ള കാരണങ്ങൾ വിശകലനം ചെയ്യുക, ഉയർന്ന വോൾട്ടേജ് ലൈനുകളുടെ താപനില ഉയരുന്നതിനുള്ള സൈദ്ധാന്തിക അടിസ്ഥാനം മനസ്സിലാക്കുക. അതേസമയത്ത്, കണക്ഷൻ പോയിൻ്റ് ചൂടാക്കൽ പ്രശ്നം കൈകാര്യം ചെയ്യുന്നതിനുള്ള പ്രതിരോധവും പരിഹാര നടപടികളും മാസ്റ്റേഴ്സ് ചെയ്യുന്നു, ലൈനിൻ്റെ സുരക്ഷിതവും വിശ്വസനീയവുമായ പ്രവർത്തനത്തിന് പ്രായോഗിക പ്രാധാന്യമുണ്ട്.
സാഹചര്യം ഒന്ന്: ഓപ്പറേഷൻ സമയത്ത് കാറ്റിൽ വയറിൻ്റെ കമ്പനം ഉപകരണങ്ങളുടെ ബോൾട്ട് നഷ്ടപ്പെടുകയും വലിയ താപനില ഉയരുകയും ചെയ്യുന്നു.
സാഹചര്യം രണ്ട്: ലൈൻ നിർമ്മാണ പ്രക്രിയ കാരണം, ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ലൈൻ ക്ലിപ്പ് ബോൾട്ട് ടോർക്ക് ഇൻസ്റ്റാൾ ചെയ്യുന്നത് പര്യാപ്തമല്ല, ബന്ധിപ്പിക്കുന്ന ഭാഗങ്ങളുടെ കോൺടാക്റ്റ് ഉപരിതലം ഇറുകിയതല്ല, ഉപകരണ ക്ലിപ്പിൻ്റെ കോൺടാക്റ്റ് പ്രതിരോധം വർദ്ധിക്കുന്നതിൻ്റെ ഫലമായി, താപ പ്രതിഭാസം സൃഷ്ടിക്കുന്നു.
സാഹചര്യം മൂന്ന്: ഉയർന്ന ലോഡ് പ്രവർത്തനം ഉയർന്ന വോൾട്ടേജ് ട്രാൻസ്മിഷൻ ലൈനുകൾ, ഒരു നീണ്ട പ്രവർത്തനത്തിന് ശേഷം, ഭാഗങ്ങൾ ബന്ധിപ്പിക്കുന്നതിന് ഫലമായി (ലൈൻ ക്ലിപ്പ് സന്ധികൾ ഉൾപ്പെടെ, crimp സന്ധികൾ, മുതലായവ.) താപനില അതിൻ്റെ സാധാരണ പ്രവർത്തന താപനിലയേക്കാൾ വളരെ കൂടുതലാണ്.
എ. ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ടവറിൻ്റെ കണ്ടക്ടർ ചാലക തപീകരണത്തിൻ്റെ പ്രത്യേക രൂപം
1. കണ്ടക്ടർ ഡൈവേർഷൻ ചൂടാക്കൽ ഭാഗങ്ങൾ
ടെൻഷൻ ടവർ വയർ ഡൈവേർഷൻ തപീകരണ ഭാഗങ്ങൾ ഉള്ള ട്രാൻസ്മിഷൻ ലൈനുകൾ സാധാരണയായി ഉണ്ട്: വഴിതിരിച്ചുവിടലും ട്രെഞ്ച് ക്ലാമ്പുകളും ബന്ധിപ്പിക്കുന്നു, ടെൻഷൻ ലൈൻ ക്ലാമ്പുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്ന ബോൾട്ടുകൾ ഉപയോഗിക്കുന്നു, ടെൻഷൻ ലൈൻ ശരീരം ചൂടാക്കൽ.
2. വൈകല്യ വിധി രീതി
പ്രകാരം “പവർഡ് ഉപകരണങ്ങൾക്കായുള്ള ഇൻഫ്രാറെഡ് ഡയഗ്നോസ്റ്റിക് ടെക്നിക്കുകൾക്കായുള്ള ആപ്ലിക്കേഷൻ മാർഗ്ഗനിർദ്ദേശങ്ങൾ” (DL/T664-2016), വിധിന്യായ രീതികൾ ആറ് പ്രധാന തരങ്ങളായി തിരിച്ചിരിക്കുന്നു.
Ⅰ ഉപരിതല താപനില വിലയിരുത്തൽ രീതി.
Ⅱ ആപേക്ഷിക താപനില വ്യത്യാസം വിലയിരുത്തൽ രീതി.
Ⅲ സമാനമായ താരതമ്യ വിധി രീതി.
Ⅳ സമാനമായ താരതമ്യ വിധി രീതി.
Ⅴ സമഗ്രമായ വിശകലന വിധി രീതി.
Ⅵ തത്സമയ വിശകലനവും വിധിനിർണയ രീതിയും.
3. ആപേക്ഷിക താപനില വ്യത്യാസം വിലയിരുത്തൽ രീതി
നിലവിലെ തപീകരണ ഉപകരണങ്ങൾക്കായി, ഉപകരണത്തിൻ്റെ ഇൻഫ്ലോ ഭാഗത്തിൻ്റെ താപ നില അസാധാരണമാണെന്ന് കണ്ടെത്തിയാൽ, ൻ്റെ ശരിയായ പ്രവർത്തനത്തിനനുസരിച്ച് താപനില കൃത്യമായി അളക്കണം ഇൻഫ്രാറെഡ് തെർമോമീറ്റർ, ഉപകരണ വൈകല്യത്തിൻ്റെ സ്വഭാവം നിർണ്ണയിക്കാൻ ആപേക്ഷിക താപനില വ്യത്യാസത്തിൻ്റെ മൂല്യം കണക്കാക്കണം.
ആപേക്ഷിക താപനില വ്യത്യാസം: രണ്ട് അനുബന്ധ മെഷർമെൻ്റ് പോയിൻ്റുകൾ തമ്മിലുള്ള താപനില വ്യത്യാസവും ചൂടുള്ള പോയിൻ്റിൻ്റെ താപനില വർദ്ധനവിൻ്റെ ശതമാനവും.
ഹോട്ട് സ്പോട്ടിൻ്റെ താപനില വർധന മൂല്യം 10K-ൽ കുറവായിരിക്കുമ്പോൾ, പട്ടികയിലെ വ്യവസ്ഥകൾ അനുസരിച്ച് ഉപകരണ വൈകല്യങ്ങളുടെ സ്വഭാവം നിർണ്ണയിക്കുന്നത് ഉചിതമല്ല 1. ചെറിയ ലോഡ് നിരക്കിന്, താപനില വർദ്ധനവ് ചെറുതാണെങ്കിലും ഉപകരണങ്ങൾ തമ്മിലുള്ള ആപേക്ഷിക താപനില വ്യത്യാസം. ലോഡ് നിരക്ക് മാറ്റാൻ വ്യവസ്ഥകൾ ഉണ്ടെങ്കിൽ, ഉപകരണ വൈകല്യങ്ങളുടെ സ്വഭാവം നിർണ്ണയിക്കാൻ വീണ്ടും പരിശോധനയ്ക്ക് ശേഷം ലോഡ് കറൻ്റ് വർദ്ധിപ്പിക്കാം. അത്തരം പുനർപരിശോധന സാധ്യമല്ലാത്തപ്പോൾ, ഒരു പൊതു വൈകല്യമായി താൽക്കാലികമായി സജ്ജീകരിക്കാം, നിരീക്ഷണത്തിലും ശ്രദ്ധ ചെലുത്തുക.
4. ഇൻഫ്രാറെഡ് തെർമോമീറ്റർ താപനില അളക്കുന്നതിനുള്ള ഉദാഹരണം
ഇൻഫ്രാറെഡ് തെർമോമീറ്റർ ക്രോമാറ്റോഗ്രാഫിക് ഇമേജിംഗിൻ്റെ ഉപയോഗം വികലമായ ഭാഗങ്ങളുടെ വ്യതിചലനത്തിലും അനുബന്ധ താപനിലയിലും വ്യക്തമായി നിരീക്ഷിക്കാനാകും.. ഏറ്റവും ഉയർന്ന ടെസ്റ്റ് താപനില ചൂട്-പ്രതിരോധശേഷിയുള്ള വയർ ക്ലാമ്പ് ഭാഗങ്ങൾ 127 ℃, സാധാരണ അനുബന്ധ പോയിൻ്റ് താപനില 38 ℃, പരിസ്ഥിതി റഫറൻസ് ശരീര താപനില 30 ℃, ആപേക്ഷിക താപനില വ്യത്യാസവും 91.7%, ഒരു പ്രധാന പോരായ്മയാണ്.
ബി. ഡൈവേർഷൻ ലൈൻ തപീകരണ വിശകലനത്തിൻ്റെ പ്രധാന കാരണം
1. ഡൈവേർഷൻ കണക്ടറിൻ്റെ മോശം കണക്ഷൻ്റെ കാരണം
ഡൈവേർഷൻ തപീകരണ തകരാർ സാധാരണയായി സംഭവിക്കുന്നത് ഒരു ഘട്ടത്തിൻ്റെ ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ഡൈവേർഷനിൽ മാത്രമാണ്., മറ്റ് രണ്ട് ഘട്ടങ്ങൾ അത്തരമൊരു സാഹചര്യത്തിൽ പ്രത്യക്ഷപ്പെട്ടില്ല. അക്കാരണത്താല്, ഒരു വലിയ ലോഡിന് കീഴിൽ പ്രവർത്തിക്കുന്ന ലൈൻ തകരാർ സംഭവിക്കുന്നത് ത്വരിതപ്പെടുത്തുന്നു, മാത്രമല്ല ചൂടാക്കലിന് കാരണമാകുന്ന പ്രധാന ഘടകമല്ല. 220kVxxx ലൈനിൻ്റെ വിശകലനത്തിലൂടെ 51# പോൾ സി ഘട്ടം ചൂടാക്കൽ ഭാഗങ്ങൾ സമാന്തര ട്രെഞ്ച് ലൈൻ ക്ലിപ്പ് ബോൾട്ട് അയവുള്ളതാക്കൽ വൈകല്യങ്ങൾ വഴിതിരിച്ചുവിടൽ ഈ വിഭാഗം കണ്ടെത്തി. അയഞ്ഞ ബോൾട്ടുകൾ വയറിൻ്റെ ഉപരിതലവുമായി മോശം സമ്പർക്കം പുലർത്തുന്ന വയർ ക്ലിപ്പുകൾ ട്രെഞ്ചിംഗിലേക്ക് നയിക്കുന്നു, ലോഡ് കൂടുന്നതിനനുസരിച്ച് താപനിലയിൽ കുത്തനെ വർദ്ധനവ് ഉണ്ടാകുകയും വയർ ക്ലിപ്പ് തകരാറുകളുടെ ഒരു ദുഷിച്ച ചക്രം ഉണ്ടാക്കുകയും ചെയ്യുന്നു. മറ്റ് ചൂട് ഉൽപ്പാദിപ്പിക്കുന്ന ഉപകരണങ്ങളുടെ പരിശോധനയിൽ, ചൂട് വഴിതിരിച്ചുവിടാനുള്ള പ്രധാന കാരണവുമായി കണക്ഷൻ മോശമായി ബന്ധപ്പെട്ടിരിക്കുന്നുവെന്ന് കണ്ടെത്തി..
ഡൈവേർഷൻ കണക്ടറിൻ്റെ മോശം കണക്ഷനാണ് പ്രധാനമായും കാരണം: വയറുകളുടെയും ഫിക്ചറുകളുടെയും ഗുരുതരമായ ഓക്സിഡേഷൻ, മെക്കാനിക്കൽ ശക്തികളുടെ പങ്ക്, നിർമ്മാണ സാങ്കേതികവിദ്യകൾ കർശനമല്ല, വസന്തകാല വാർദ്ധക്യം 4, അതിൻ്റെ പ്രത്യേക സാഹചര്യങ്ങൾ താഴെ പറയുന്നവയാണ്.
(1) ലൈൻ വളരെ നേരം പ്രവർത്തിക്കുന്നു, മഴ കാരണം, മഞ്ഞ്, മൂടൽമഞ്ഞ്, ഹാനികരമായ വാതകങ്ങളും ആസിഡും, ക്ഷാരം, ഉപ്പ്, മറ്റ് നശിപ്പിക്കുന്ന പൊടി മലിനീകരണവും മണ്ണൊലിപ്പും, സ്വർണ്ണ ഫിക്ചർ കണക്ഷൻ ഓക്സിഡേഷൻ്റെ കണക്ഷനിൽ ഫലമായി, മുതലായവ.
(2) ഡൈവേർഷൻ ലൈൻ തന്നെ പിരിമുറുക്കത്തിന് വിധേയമല്ല, കാറ്റ് അല്ലെങ്കിൽ വൈബ്രേഷൻ പോലുള്ള മെക്കാനിക്കൽ ശക്തികളുടെ പ്രവർത്തനത്തിന് കീഴിൽ, അതുപോലെ ലൈനിൻ്റെ ആനുകാലിക ലോഡിംഗും ആംബിയൻ്റ് താപനിലയിലെ കാലാനുസൃതമായ മാറ്റങ്ങളും, അങ്ങനെ കണക്ഷൻ സ്ലോക്ക്.
(3) ഇൻസ്റ്റലേഷൻ നിർമ്മാണം കർശനമല്ല കൂടാതെ പ്രോസസ്സ് ആവശ്യകതകൾ പാലിക്കുന്നില്ല. കണക്ഷൻ്റെ കോൺടാക്റ്റ് ഉപരിതലം പോലെയുള്ള ശുദ്ധമായ ഓക്സിഡേഷൻ പാളിയും മറ്റ് അഴുക്കും അല്ല, അറ്റകുറ്റപ്പണിയിൽ, കണക്ഷൻ്റെ ഇൻസ്റ്റാളേഷൻ സ്പ്രിംഗ് വാഷറുകൾ ചേർത്തിട്ടില്ല, നട്ട് ഇറുകിയ ബിരുദം മതിയാകില്ല, കണക്ഷൻ വളഞ്ഞിട്ടില്ല, മുതലായവ. കണക്ഷൻ്റെ ഗുണനിലവാരം കുറയ്ക്കും. വയറിനുള്ളിലെ കണക്ഷനുകൾ കോൺടാക്റ്റ് ഏരിയയുടെ വ്യാസത്തിന് തുല്യമല്ല കുറയുന്നു.
(4) ദീർഘകാല പ്രവർത്തനം, വസന്തത്തിൻ്റെ വാർദ്ധക്യം മൂലമാണ്, കണക്ഷൻ സ്ലാക്ക് കണക്ഷനും ആക്കും, ചൂട് ഫലമായി.
2. ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ടവറുകളുടെ പ്രധാന സംവിധാനം ലെഡ് വയർ ചൂടാക്കലാണ്
ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ടവറിൻ്റെ ലീഡ് ലൈൻ ഹീറ്റിംഗ് വൈദ്യുത പ്രവാഹത്തിന് കാരണമാകുന്ന താപ പ്രഭാവ വൈകല്യമാണ്. കറൻ്റ്-വഹിക്കുന്ന കണ്ടക്ടർ പ്രവർത്തനത്തിലായിരിക്കുമ്പോൾ, ചില പ്രതിരോധത്തിൻ്റെ അസ്തിത്വം കാരണം, വൈദ്യുതോർജ്ജനഷ്ടത്തിൻ്റെ ഭാഗമായിരിക്കും, അങ്ങനെ കറൻ്റ് വഹിക്കുന്ന ചാലകത്തിൻ്റെ താപനില ഉയരുന്നു. തത്ഫലമായുണ്ടാകുന്ന താപ ശക്തി P = Kf I2 R ആണ്, ഇവിടെ P എന്നത് താപ ശക്തിയാണ് (w). ഞാനാണ് ഇപ്പോഴത്തെ ശക്തി (എ). R എന്നത് നിലവിലെ ചാലക ചാലകത്തിൻ്റെ DC പ്രതിരോധമാണ് (ഓ). Kf എന്നത് അധിക നഷ്ട ഗുണകമാണ്, പ്രതിരോധം ഗുണകം വർദ്ധിപ്പിക്കുമ്പോൾ എസി സർക്യൂട്ടിലും ചർമ്മ പ്രഭാവവും പ്രോക്സിമിറ്റി ഇഫക്റ്റും സൂചിപ്പിക്കുന്നു.
(1) കോൺടാക്റ്റ് പ്രതിരോധത്തിൻ്റെ വലിപ്പവും താപനില തമ്മിലുള്ള ബന്ധവും, കൂടാതെ, കോൺടാക്റ്റ് റെസിസ്റ്റൻസ് Rj ൻ്റെ വലിപ്പം Rj = എന്ന അനുഭവ സൂത്രവാക്യം ഉപയോഗിച്ച് പ്രകടിപ്പിക്കാം (കെ / Fn) × 10-3 ഫോർമുല, F എന്നത് കോൺടാക്റ്റ് മർദ്ദമാണ് (കി. ഗ്രാം). k എന്നത് കോൺടാക്റ്റ് മെറ്റീരിയലും കോൺടാക്റ്റ് ഉപരിതല രൂപവുമായി ബന്ധപ്പെട്ട ഗുണകമാണ്, ഇടയ്ക്ക് എടുത്തു 0.07-0.1. n എന്നത് സൂചികയുടെ കോൺടാക്റ്റ് രൂപത്തെ ആശ്രയിച്ചിരിക്കുന്നു (0.5-0.75 ൽ). 0.75).
(2) സമ്പർക്ക പ്രതിരോധം Rj ഉം താപനിലയും തമ്മിലുള്ള ബന്ധം Rj = Rjo (1 2/3 × എ × ടി) ഫോർമുലയിൽ, Rjo എന്നത് കോൺടാക്റ്റ് റെസിസ്റ്റൻസ് മൂല്യമാണ് (ഓ) ഒരു താപനിലയിൽ 0 °C. കോൺടാക്റ്റ് ലോഹത്തിൻ്റെ പ്രതിരോധ താപനില ഗുണകമാണ് A (ഐ / ℃). T എന്നത് പ്രവർത്തന താപനിലയാണ് (℃).
മേൽപ്പറഞ്ഞ വിശകലനത്തിലൂടെ, അനുയോജ്യമായ സാഹചര്യങ്ങളിൽ ട്രാൻസ്മിഷൻ ലൈനിലെ വിവിധ കണക്ഷനുകൾ, ബന്ധിപ്പിച്ച വയർ ഭാഗങ്ങളുടെ പ്രതിരോധത്തേക്കാൾ കോൺടാക്റ്റ് പ്രതിരോധം കുറവാണ്, ബന്ധിപ്പിച്ച ഭാഗങ്ങളിൽ താപ ഉൽപ്പാദനത്തിൻ്റെ നഷ്ടം അടുത്തുള്ള കറൻ്റ്-വഹിക്കുന്ന ചാലക താപ ഉൽപാദനത്തേക്കാൾ കൂടുതലായിരിക്കില്ല. കോൺടാക്റ്റ് റെസിസ്റ്റൻസ് അസാധാരണമാകുകയും കറൻ്റ് കടന്നുപോകുകയും ചെയ്യുമ്പോൾ മാത്രം, അത് ചൂടാക്കൽ തകരാറുകൾ ഉണ്ടാക്കും. കൂടാതെ കോൺടാക്റ്റ് പ്രതിരോധം താപനിലയിൽ വ്യത്യാസപ്പെടുന്നു. കോൺടാക്റ്റ് ഭാഗത്തിൻ്റെ താപനില 70 ഡിഗ്രിയോ അതിൽ കൂടുതലോ എത്തുമ്പോൾ, ലോഹ ഓക്സീകരണം തീവ്രമായി തുടങ്ങുന്നു, ഒപ്പം ഓക്സിഡേഷൻ ജനറേഷൻ കോൺടാക്റ്റ് പ്രതിരോധം കൂടുതൽ വേഗത്തിൽ വർദ്ധിപ്പിക്കുന്നു, ഒരു ദൂഷിത വലയം പോലും ഉണ്ടാക്കുന്നു, കൂടാതെ കോൺടാക്റ്റ് ഭാഗം കൂടുതൽ ചൂടാകുകയും ചെയ്യും, ബേൺഔട്ടിൽ ഫലമായി.
ലീഡ് കണക്ഷൻ ഉപകരണത്തിൻ്റെ താപനില കുറയ്ക്കുന്നതിന്, നമുക്ക് ചൂട് ഉൽപ്പാദിപ്പിക്കുന്ന ശക്തി കുറയ്ക്കണം. താപ ശക്തിയുടെ ഫോർമുല അനുസരിച്ച്, താപ ശക്തി കുറയ്ക്കുന്നതിന് വൈദ്യുതധാരയുടെ ശക്തി കുറയ്ക്കുകയും സമ്പർക്ക പ്രതിരോധം കുറയ്ക്കുകയും ചെയ്യാം. നിലവിലെ പരാജയം സംഭവിക്കുന്ന ലൈൻ ഉയർന്ന ലോഡ് ലൈനാണ്. അക്കാരണത്താല്, നിലവിലെ ശക്തി കുറയ്ക്കുക എന്നത് എളുപ്പമുള്ള കാര്യമല്ല. നിലവിലെ ഡ്രോയുടെ തുല്യമായ പ്രതിരോധം കുറയ്ക്കുക എന്നതാണ് എളുപ്പവഴി.
സി. തപീകരണ രീതിയുടെ വഴിതിരിച്ചുവിടലിൻ്റെ ടെൻഷൻ പ്രതിരോധത്തിനുള്ള പരിഹാരം
1. ലൈൻ ക്ലിപ്പ് ബോൾട്ട് ശക്തമാക്കാൻ ഇക്വിപോട്ടൻഷ്യൽ ഓപ്പറേഷൻ രീതിയുടെ ഉപയോഗം
ലൈൻ ക്ലിപ്പ് ബോൾട്ട് ശക്തമാക്കാൻ ഇക്വിപോട്ടൻഷ്യൽ ഓപ്പറേഷൻ രീതിയുടെ ഉപയോഗം, ബോൾട്ട് അയഞ്ഞതും ബോൾട്ട് കേടുകൂടാതെയും ഹൃദയ വൈകല്യങ്ങളുള്ളതിനാൽ ഈ രീതി ബാധകമാണ്.
2. വയർ ഷണ്ടിൻ്റെ ഇൻസ്റ്റാളേഷൻ
വയർ ഷണ്ടിൻ്റെ ഇൻസ്റ്റാളേഷൻ, ബോൾട്ട് ഫാസ്റ്റണിംഗ് രീതിക്ക് ഈ രീതി ബാധകമാണ്, ലെഡ് വയർ ബോഡി ചൂടാക്കൽ വൈകല്യങ്ങളും വൈകല്യങ്ങളും കൈകാര്യം ചെയ്യാൻ കഴിയില്ല.
തത്വത്തിൻ്റെ വിശകലനം: ടെൻഷൻ-റെസിസ്റ്റൻ്റ് ടവർ ഡൈവേർഷൻ ലൈൻ തപീകരണത്തിൻ്റെ പ്രധാന സംവിധാനം അനുസരിച്ച് സമാന്തര സർക്യൂട്ട് ഷണ്ടിൻ്റെ തത്വവുമായി സംയോജിപ്പിച്ചിരിക്കുന്നു, ഒരു പുതിയ ശാഖ എടുക്കുക (വയർ ഷണ്ട്) സമാന്തരമായി. പുതിയ ബ്രാഞ്ചിൻ്റെയും വയറിൻ്റെയും സമ്പർക്ക പ്രതിരോധവും ശാഖയുടെ പ്രതിരോധവും ചൂടാക്കൽ ഭാഗത്തിൻ്റെ കോൺടാക്റ്റ് പ്രതിരോധത്തേക്കാൾ വളരെ ചെറുതാണ്, അതിനാൽ ഈ പുതിയ ശാഖയിലൂടെയുള്ള മിക്ക ലൈൻ കറൻ്റും ചൂടാക്കൽ ഭാഗത്തിലൂടെ കറൻ്റ് കുറയ്ക്കുന്നു., ചൂടാക്കൽ ഭാഗത്തിൻ്റെ താപനില കുറയ്ക്കുന്നതിന്.
3. വയർ ഷണ്ടിൻ്റെ ഉത്പാദനവും വൈദ്യുതി ഉപയോഗിച്ച് ഇൻസ്റ്റാളേഷനും
(1) വയർ ഷണ്ട് ഘടന
വയർ ഷണ്ടുകളുടെ മുഴുവൻ സെറ്റും പ്രധാനമായും രണ്ട് ഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു, രണ്ട് വയർ കണക്ടറുകളും വയർ ഭാഗങ്ങളും (തടയാനുള്ള യഥാർത്ഥ ആവശ്യം അനുസരിച്ച്). ചൂടാക്കൽ ഭാഗത്തിൻ്റെ ഹ്രസ്വ കണക്ഷൻ നേടുന്നതിനുള്ള പ്രധാന ഉപകരണമാണ് വയർ കണക്റ്റർ, രണ്ട് വയർ കണക്റ്ററുകൾ ബന്ധിപ്പിക്കുന്നതിന് വയർ ഒരു വിഭാഗത്തിലൂടെ.
(2) വൈദ്യുതി ഉപയോഗിച്ച് വയർ ഷണ്ട് സ്ഥാപിക്കുന്നതിനുള്ള നിർമ്മാണ രീതി
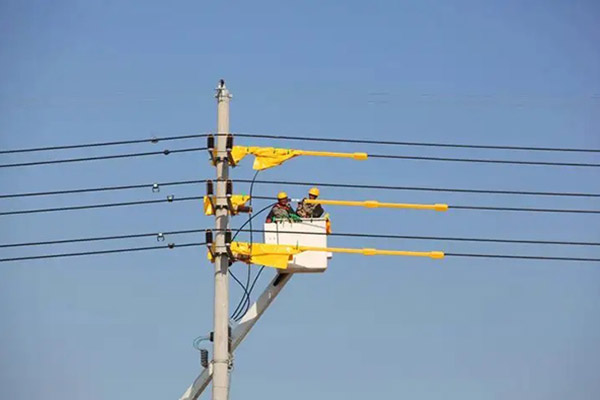
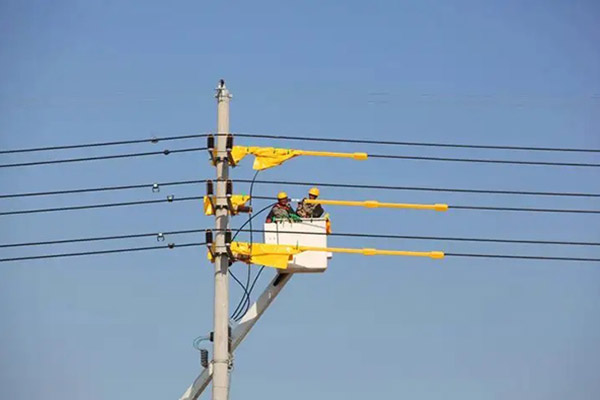
ഒന്നാമതായ, ഗ്രൗണ്ട് സ്റ്റാഫ് വയർ ഷണ്ട് കൂട്ടിച്ചേർക്കുന്നു, ടവർ വർക്ക് സ്ഥാനത്തേക്ക് ഇൻസുലേഷൻ ട്രാൻസ്ഫർ റോപ്പ് ഉപയോഗിച്ച് ടവർ സ്റ്റാഫ്, നല്ല സുരക്ഷാ നടപടികൾ. ടവർ ഓപ്പറേറ്റർക്ക് കൈമാറുന്ന കയറും തുടർന്ന് ഇൻസുലേറ്റ് ചെയ്ത ഓപ്പറേറ്റിംഗ് വടിയുമായി ഗ്രൗണ്ട് സ്റ്റാഫ്. ഓപ്പറേറ്റിംഗ് വടി ഉപയോഗിച്ച്, ട്രാൻസ്ഫറിംഗ് കയർ കെട്ടി വയർ ഷണ്ട് ഉപയോഗിച്ച് ഗ്രൗണ്ട് സ്റ്റാഫ് ജോലിയിലേക്ക് വലിച്ചു (ഫോൾട്ട് ലൈൻ ക്ലാമ്പുകളുടെ അറ്റങ്ങൾ വഴിതിരിച്ചുവിടുന്നതിനായി പ്രവർത്തിക്കുക), സുരക്ഷാ ദൂരത്തിൽ പ്രത്യേക ശ്രദ്ധ നൽകണം. ടവർ ജീവനക്കാർ ഓപ്പറേറ്റിംഗ് വടി ഓപ്പറേഷൻ ഉപയോഗിക്കുന്നു, ഗ്രൗണ്ട് സ്റ്റാഫ് സ്ക്രൂ നോബ് ഭാഗങ്ങൾ ഉപയോഗിച്ച് കണക്ടറും ഡൈവേർഷൻ ലൈൻ ഉറപ്പിച്ചു.
4. വയർ ഷണ്ട് പോസ്റ്റ് മെയിൻ്റനൻസ് ഇൻസ്റ്റാൾ ചെയ്യാനുള്ള ശക്തിയോടെ
വൈദ്യുതി ഉപയോഗിച്ച് വയർ ഷണ്ട് ഇൻസ്റ്റാൾ ചെയ്യുന്നത് ടെൻഷൻ റെസിസ്റ്റൻസ് ഡൈവേർഷൻ ഹീറ്റിൻ്റെ പ്രശ്നം വേഗത്തിൽ പരിഹരിക്കാൻ കഴിയും, എന്നാൽ ഒരു താൽക്കാലിക ചികിത്സാ രീതിയാണ്. തത്സമയ പ്രവർത്തനത്തിന് കീഴിലുള്ള ഇൻസ്റ്റാളേഷൻ്റെ ഫലമായി, ജീവനക്കാർ ഇൻസുലേറ്റ് ചെയ്ത ഓപ്പറേറ്റിങ് കമ്പികൾ ഉപയോഗിക്കണം, വയർ കണക്ടറും ലെഡ് വയറും തമ്മിലുള്ള ബന്ധത്തിൻ്റെ ഇറുകിയത കുറയ്ക്കുന്നു. ഒരു നീണ്ട പ്രവർത്തനത്തിന് ശേഷം, വയർ കണക്ടറും ലെഡ് വയറിൻ്റെ കണക്ഷൻ ഭാഗവും അയഞ്ഞതായിരിക്കും, ലെഡ് വയർ ഷണ്ടിൻ്റെ ലോഡ് കറൻ്റിലേക്ക് വയർ ഷണ്ട് സാധാരണ നിലയിലാകാൻ കഴിയില്ല, ഇത് ചൂടാക്കൽ ഭാഗം വീണ്ടും ചൂടാക്കാൻ ഇടയാക്കും. ലൈനിന് ബ്ലാക്ക്ഔട്ട് ചെയ്യാൻ അവസരമുണ്ടെന്ന് ശുപാർശ ചെയ്യുന്നു, ചൂടാക്കൽ ഭാഗങ്ങളുടെ സ്ഥിരമായ ചികിത്സ. കണ്ടക്ടർ ഷണ്ട് സ്ഥാപിച്ചിരിക്കുന്ന ടവറുകളുടെ നിരീക്ഷണവും ഇൻഫ്രാറെഡ് താപനില അളക്കലും ശക്തിപ്പെടുത്തുക, പ്രത്യേകിച്ച് ലൈനിൻ്റെ ഉയർന്ന ലോഡ് അവസ്ഥയിൽ.

