
Flätade kablar krävs för stabilitet.
Korsade trådar gör att flätan kan böjas och sträckas utan att böjas, vikning eller veckning.
Det finns utmärkta elektriska ledare, flätade kablar och en elektrostatisk skärm för att säkerställa signalintegriteten.
Koppar, förtennad koppar, och aluminium är exempel på dessa ledare.
Flätade trådar kan tillverkas av en mängd olika material om de är designade för mekanisk styrka eller seghet, såsom ståltråd, nylontråd, och glasfiber.
Flätade trådkablar ger extra skydd mot heta ytor genom att motstå nötning och skärning.
Flätade kabeltrådar avskräcker också gnagare.
Trådnät kan tillverkas genom att väva samman trådar.
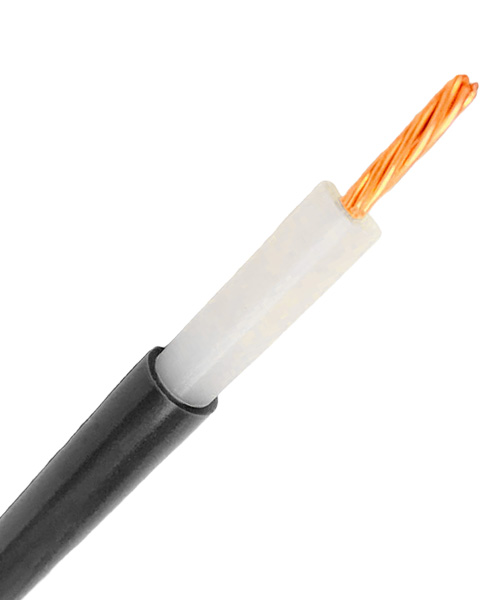
Vad är en flätad kabel?
Flätade kablar formas med hjälp av flätat nät eller flätning över tvinnade ledare.
Detta uppnås vanligtvis genom att fläta ihop flera trådar av vanlig eller förtennad koppartråd för att uppnå önskad flättäckning.
Flätade kablar ger vanligtvis 80% rapportering.
Men om du har specifika behov, vi kan även justera specifikationer.
Vi har flätad kabel 3 kärnor för metallbelysningsarmaturer och det är en flexibel flätad kabel.
Vi har också en platt flätad kopparkabel fäst på röret och klämd av 0.20 diameter tråd.
Trådar med mindre diameter används för lägre strömstyrkor, öka flexibiliteten.
Flexibla kablar är designade för att motstå fysisk påfrestning och snäv böjning i mobila applikationer. Flexibla flätade kablar är flexibla, lätt och brandsäker.
Våra kablar är flätade av proffs.
Är flätade kablar bättre?
Flätade kablar är främst att föredra på grund av följande egenskaper.
Varaktighet: Fibrer med hög hållfasthet ger dem långa spännvidder.
Höga töjningsegenskaper: Flätade material som nylon har starka dragegenskaper, vilket gör det lätt att fläta.
Nötningsmotstånd: Flätade kabeltrådar är extremt hållbara. Den har utmärkt slitstyrka. De är lämpliga för alla tillstånd.
Elasticitet: Flätad kabel är elastisk och har inga svårigheter med värme.
Högt motstånd: Flätade kablar är också resistenta mot mögel, mögel, ruttna, och många kemikalier är resistenta mot insekter, svampar, och djur, samt mögel, mögel, och ruttna.
Det är viktigt att använda material som smälter istället för att brännas, som nylon, eftersom din utrustnings kablar är mindre benägna att brinna i en brand.
Eftersom dina kablar är mindre benägna att brinna i en brand, det är bättre att använda material som kan smälta istället för att brinna.
Är flätade kablar mer hållbara?
Flätade jordkablar kommer att ha en lång livslängd om de fixeras på rätt sätt.
Flätad tråd är generellt flexibel och har mindre revor och skador.
Flätade kablar är också ett stort värde och kommer att tjäna dig väl även vid tung användning.
De är också vattentäta – dock, det är bäst att hålla dem säkra och undvika kontakt med vatten.
Vad är en skärmad kabel?
Kablar med isolerade ledare kallas skärmade kablar eller skärmade kablar.
Flätad tråd av koppar (eller andra metaller såsom aluminium), spiraler av koppartejp inlindade i en icke-flätad helix, eller lager av ledande polymerer kan alla användas för att göra skölden.
Skärmskiktet fungerar som en inneslutning, förhindra att elektriskt brus stör signaler och elektromagnetiska vågor från att störa annan utrustning.
Barriären minskar kapacitivt kopplat brus från andra nätaggregat.
För att fungera korrekt, skölden måste vara jordad.
Skölden används som en returväg för signalen eller endast som en skärm i en skärmad transmissionsledning
Vad är skillnaden mellan armerad kabel och flätad kabel?
Pansarkabel är en standardkabel med ett extra skyddslager som förhindrar att den skärs eller skadas.
På grund av bepansringen, föreställningen, tillförlitligheten och säkerheten för kabelkärnan förbättras. Pansar skyddar tråden från dödlig skada om den är öppen och oskyddad eller går under jord.
Det krävs ofta för marina, applikationer för offshore och farlig miljö.
Flätad kopparpansar är det enklaste för installatörer att använda eftersom kabeln är (till viss del) lättare att dra.
Kopparflätor kan användas som säkerhetsjordledare i vissa applikationer.
Den mest komplexa typen av pansarväv är pansarväven med en tråd.
I de flesta fall, kablar är vanligtvis styva och har en stor böjradie.
Dock, det ger det mest tillfredsställande mekaniska skyddet för kabeln.
Stålflätade kablar dämpar magnetfält och minskar elektromagnetiska störningar mellan dem och närliggande kablar.
Pansarkablar kräver en unik klass 2 gland för att säkerställa luft- och vattentäthet när kabeln förs in i paneler eller utrustning.
Du behöver mycket talang för att få saker gjorda rätt.

Hur görs flätade kablar?
På grund av tråd- och kabelindustrins olika skala och övergripande prestanda, storskaliga investeringar och återupplivande av utrustningsföretag.
Befintliga utrustningsuppfinningar och objektmodifieringar är varken för närvarande eller i framtiden möjliga.
Därför, omvandlingen av utrustning och teknik har en stor marknad för att minska produktkostnaderna och förbättra kvaliteten.
Följande avsnitt diskuterar produktion av skärmad kabel upp till 7 ledare och andra flätade skärmningsprocedurer och strategier för förbättring av utrustning.
Defekter i initiala produktionsmetoder och processer
Tidigare, flera företag har ofta använt utrustning för kablar och kablar i produktion av kablar.
Deras maskiner har låg produktivitet, höga kostnader och långa ledtider, gör det svårt att möta kundernas förväntningar.
Resultatet är ett negativt intryck av företagets image.
Ovanstående produkter omvandlas alla genom rörsträngningsmaskinen, och produktionseffektiviteten är hög.
Själva rörstrandingsmaskinen har också sina svagheter.
Första, rörtrådningsmaskinen har ingen påfyllningsanordning i kabeln.
Andra, vissa befintliga rörsträngningsmaskiner har ingen lindningsstruktur.
Så att använda kablar och linda in dem ökar inte bara produktiviteten utan minskar effektiviteten.
Det förbättrar också produktkvaliteten i produktionslinjen.
Därför, vissa företag har övervägt att förbättra sin utrustning och sina rutiner.
Åtgärda bristerna i tillverkningsprocessen för rörsträngningsmaskinen, de nödvändiga åtgärderna är följande.
Process- och produktionsprocessförbättring
På grund av de utmaningar som den befintliga utrustningen medför, företagets produktionsavdelning förespråkade aktivt genomförandet av den ursprungliga förbättringsplanen för produktionsprocessen.
Anledningen är att uppfylla målen för energi- och arbetskostnadshantering.
Första, rörstrandningsmaskinen fylls och lindas tillbaka till 500 svänger innan den laddas i kabeln, och tvinnat ihop med kärntråden.
Efter att kabeln har formats, flätmaskinen lägger till polyestertejp längsgående.
Kabelkärnorna sätts samman genom flätmaskinens form, och efter longitudinell lindning i formen, kompletteringen avslutas och löds med koppartråd.
Efter att kabeln har formats, flätmaskinen lägger till polyestertejp längsgående.
Detta inkluderar att koppla ihop kabelkärnorna genom en flätad munstycksform,
Problem och behandling efter förbättring
Dock, när kärnan är vävd, de två längsgående kanterna på polyestertejpen passerar genom formen.
När oregelbunden deformation uppstår, den längsgående lindningen av polyestertejpen är klar, överlappande de två längsgående riktningarna tillsammans med oregelbundna upphöjda kanter.
Det orsakar fransar.
När polyesterbanden lappas ihop, de två längsgående kanterna är inte väl sammankopplade. Resultatet är läckage och kraftiga rynkor efter längsgående lindning.
Det leder också till likformig ytterdiameter på kabelkärnan efter längsgående lindning, och dålig flätningslikformighet.
Som svar på klagomålsfenomenet, företagets tekniska avdelning genomförde en analys och forskning.
Några förslag
På grundval av den ursprungliga stickmaskinen formdesign, formstrukturen och principen förbättras och förbättras.
Därför, stickmaskinsformen har ett längsgående hörnområde.
Den har stabiliserande områden av tvåregionsstrukturen genom vilka polyestertejpen deformeras.
Deformationsprocessen är som följer:
Polyestertejp lindas kontinuerligt på kabelkärnan efter flätning av koppartråd.
Den genomgår en initial deformation från en tillplattad till en liknande rörformad struktur genom det längsgående fickområdet.
Ytterligare deformation utförs sedan genom stabiliseringszonen för att bringa diametern på den rörformiga strukturen nära designvärdet.

